①Pre-treatment Requirements
Diameter Reduction:
Before knurling, the workpiece diameter needs to be reduced by approximately (0.8~1.6) × module m to
allow for the raised pattern.
Surface Roughness:
Ra ≤ 12.5μm; excessive roughness can lead to blurred patterns.
②Processing parameter settings
| Parameter |
Recommended Value |
Explanation |
| Cutting speed |
5~10 m/min |
Too high a feed rate leads to vibration, while too low a feed rate results in insufficient
compression. |
| Feed rate |
0.3~0.6 mm/r |
A large feed rate ensures clear pattern formation. |
| Coolant |
Cutting oil / emulsion |
It also reduces friction and surface scratches. |
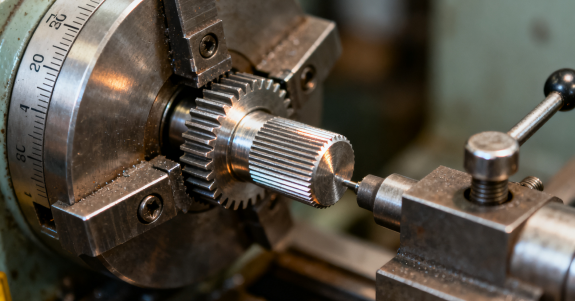
③Operation Procedure
Workpiece Clamping:
Minimize the overhang length; use a tailstock to support long workpieces.
Tool Centering:
Align the center of the knurling cutter with the center of the spindle; the initial contact width should
be 1/3 to 1/2 of the roller width.
Layered Rolling:
Gradually apply pressure in 2-3 stages, with the highest pressure applied initially, until the pattern
is fully formed.
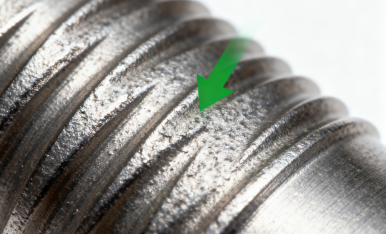
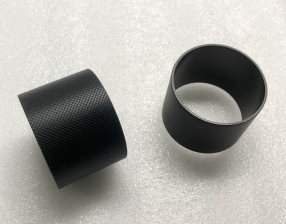
Deburring:
Chamfer the workpiece end face at a 45° angle to the root of the pattern, removing any burrs.
④CNC Programming Techniques
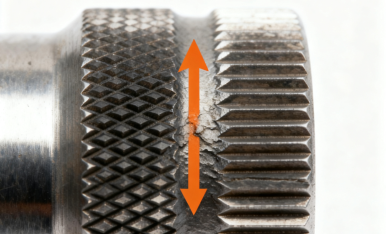
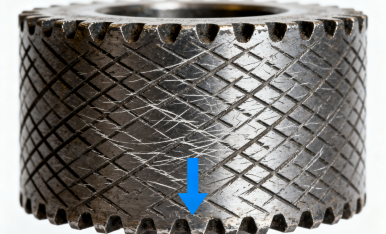
Rhombus Pattern Machining
The double-ended thread command can be used to simulate the overlapping effect of positive and negative
threads:
G32 Z-50. F40. Q0; Right-hand thread
G32 Z-50. F40. Q180000; Left-hand thread
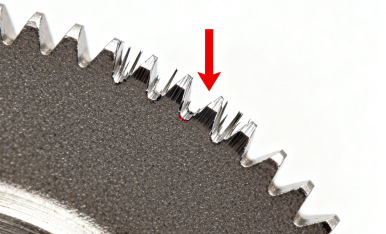
Straight grain machining
Using spindle locking (M50), grooves are broached along the Z direction. The smaller the index value, the
denser the texture.