




Technical Advantages of Black Oxide
Excellent Corrosion Resistance
Dense, pinhole-free coating protects metal from rust and chemical exposure.
Uniform Coating Coverage
Ensures full coverage on edges, corners, cavities, and threads.
Strong Adhesion
Provides an excellent bonding layer for paint, powder coating, or other finishes.
Thin Controlled Film
Typical thickness 10–35 μm without affecting tight tolerances.
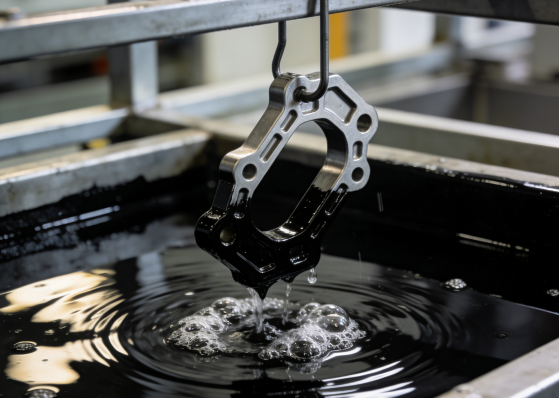
Eco-Friendly Process
Water-based coating, low VOC emissions.